Written by: Paul Gray, Joe Alvey, and Jackson Simmons, Calvert Cliffs Nuclear Power Plant,
Brian Hegarty, Hydro East, Simon Daou, P.E., HydroAire

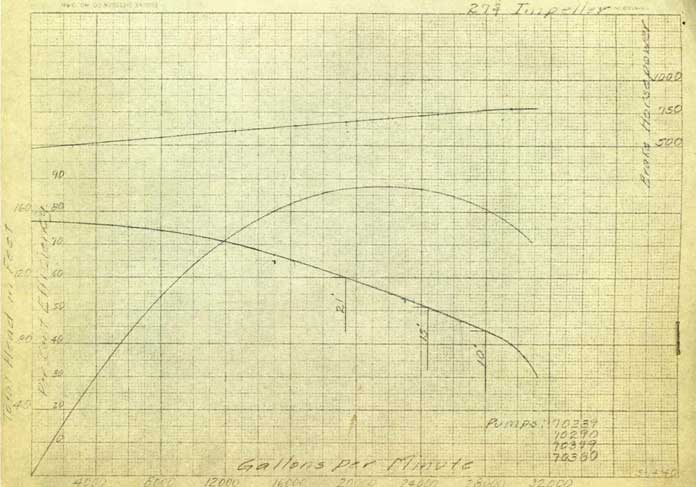
A Hydro East welder repairs the impeller of a Foster Wheeler circulating water pump.
During the 2012 refueling and maintenance outage at Unit 1 of the two-unit Calvert Cliffs nuclear power plant, near Lusby, Md., Hydro East, a subsidiary of Hydro Inc. based in Aston, Pa., supported the on-site overhaul of two large circulating water pumps. Used to supply cooling water to the plant, the Foster Wheeler vertical pumps are 8 ft 3 in. in diameter, 11 ft 5 in. tall, and weigh approximately 25,000 lb.
After the 2012 refueling outage was completed, Calvert Cliffs engineers and Hydro East’s field service team convened to discuss the project, review lessons learned, and generate plans for making the 2013 refueling outage at Unit 2 even more efficient and cost-effective. In preparation, the two groups reviewed the process that had been used in 2012 to remove, rebuild, and reinstall the Unit 1 circulating water pumps, which had been rebuilt on-site. Hydro East’s field service technicians reconditioned the impellers on location, and the Fort Smallwood Fabrication Shop gathered the other parts required to complete the rotating assemblies. The complete disassembly of an entire pump took four 12-hour
shifts, requiring one shift to clean all the reusable parts and another shift to flip and stage the parts. Each shift required a significant number of site resources as well—including security, a crane, and the crane operator—and because other tasks being performed during the outage required the use of some of these same resources, the field service technicians experienced substantial downtime.
To eliminate downtime caused by plant-induced delays—such as having to wait for the crane to become available or for spare parts to be machined—Calvert Cliffs decided to remove the Unit 2 circulating water pump rotating assemblies in one piece and send them to the Hydro East service center to be rebuilt. This plan enabled Calvert Cliffs to achieve cost savings by maximizing the availability of its internal resources and by reducing the number of shifts needed to remove
the pump assemblies from four 12-hour shifts to two. More important, lifting the assemblies in one piece eliminated two high-risk rigging activities for each pump.