Wireless condition monitoring is often framed as a bold leap into digital transformation. But sometimes its real value is quieter, more practical. It helps us notice what is beginning to drift before it becomes a failure we cannot ignore.
This case study, led by Ares Panagoulias at Hydro, shows exactly that. A large U.S. midstream operator used wireless vibration monitoring not to chase innovation for its own sake, but to solve a specific mechanical problem early. The issue was excessive thrust bearing end play in a between bearings centrifugal pump. Left unchecked, it could have led to far greater damage and downtime.
A Practical Monitoring Strategy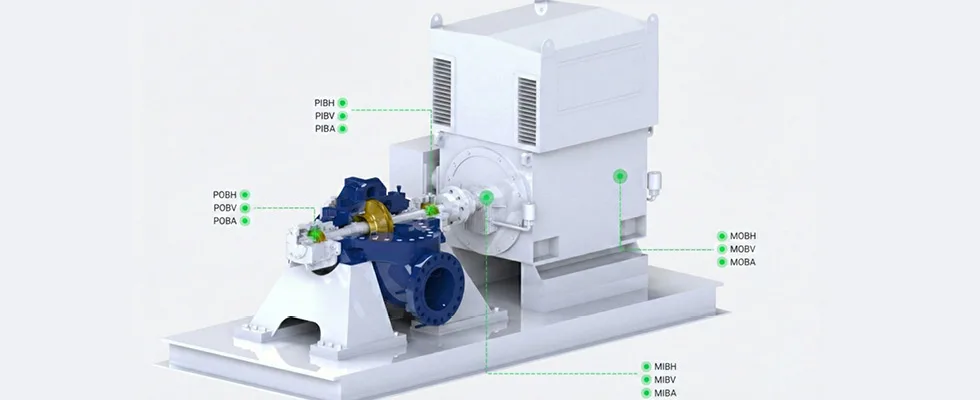
The asset in question was a horizontal, single stage BB1 pump running at mostly fixed speed. Four wireless triaxial accelerometers were mounted at key bearing locations on both the pump and motor housings. Each sensor captured vibration across multiple frequency ranges and also tracked surface temperature.
What stands out is the discipline behind the data strategy. A full time waveform was captured once per hour. Overall vibration values were collected every five minutes. If vibration exceeded a preset alarm threshold, an additional waveform was triggered automatically.
This balanced approach avoided overwhelming the system with continuous high density data. At the same time, it ensured the team could respond quickly when behavior changed. Alerts were sent directly to both the operator and the service provider’s diagnostic team. The system was responsive without being noisy.
The First Signs of Trouble
After several months of baseline operation, the pump outboard bearing began to show elevated vibration. The vertical direction peaked at roughly 0.37 inches per second RMS. Spectral data revealed a dominant running speed component with multiple harmonics. Time waveforms showed periodic impacts consistent with mechanical looseness.
What is important here is pattern recognition. The motor bearings remained stable. The inboard pump bearing showed similar behavior but at lower amplitude. This distribution pointed to a localized mechanical issue within the pump itself rather than a system wide excitation or hydraulic instability.
Phase analysis helped narrow the possibilities further. The vibration behavior did not match hydraulic instability, misalignment, or resonance. The combination of harmonics and impact signatures strongly suggested mechanical looseness. Among likely causes, excessive thrust bearing end play emerged as the most probable.
The maintenance recommendation was focused and intentional. Inspect thrust bearing clearance at the pump outboard end. Verify alignment. Nothing more.
Confirmation in the Field
Inspection confirmed the diagnosis. Axial measurements showed thrust bearing end play at 0.009 inches. After adjustment, it was reduced to 0.004 inches, bringing it back into an acceptable range. No abnormal wear was found elsewhere.
Once returned to service, the improvement was immediate. Overall velocity dropped by roughly 50 percent, falling below 0.20 inches per second RMS. Acceleration levels decreased by about 70 percent. The impact signatures seen before maintenance largely disappeared.
This immediate validation matters. Continuous monitoring did not just detect the issue. It confirmed that the corrective action truly resolved it.
The Larger Lesson
This story is not about advanced analytics or fully autonomous plants. It is about visibility, discipline, and expertise.
Wireless condition monitoring becomes powerful when it is paired with thoughtful sensor placement, structured data collection, and experienced interpretation. The value does not come from data volume alone. It comes from understanding how vibration behavior connects to pump design, operating context, and known failure modes.
In midstream operations, even a modest mechanical correction like adjusting thrust bearing clearance can prevent larger reliability events. When abnormal vibration is detected early, maintenance shifts from reactive to deliberate. Uncertainty drops. Downtime risk shrinks.
In the end, this is what reliability work often feels like. Quiet adjustments made before anyone outside the maintenance team ever notices there was a problem. And that quiet prevention is often the most meaningful success of all.
Read the full case study in Pumps & Systems.
Interested in applying this approach across your fleet? Learn how disciplined monitoring and expert analysis can improve reliability across your critical assets, here.


 Hydro Parts Solutions recently manufactured two stuffing boxes for an injection pump at a Gulf Coast refinery.
Hydro Parts Solutions recently manufactured two stuffing boxes for an injection pump at a Gulf Coast refinery.


 Our latest article in
Our latest article in
