
Pumps & Systems
August, 2010
Analyzing the poor repairs on a boiler feed pump and how they affect the pump’s performance and reliability.
It is often said that a picture is worth a thousand words. This old adage could not have been truer when a coal-fired power station received pictures from the inspection team at a service center. The plant had pulled a previously rebuilt Worthington boiler feed pump from storage and sent it to the service center for disassembly, inspection and reverse engineering. What the inspection team found was a number of repair defects uncovered from the previous repair process.
Because many repaired pumps initially go into storage as this one did, the consequences of a poorly rebuilt pump may not be revealed until several years later. The unfortunate results can range from reduced pump efficiency and shorter mean time between repair to catastrophic failure and unplanned outage. In this particular case, the repaired pump had been in storage and not been run since the repair was completed. It was therefore in its “as built” condition when it arrived at the service center. The photographs that follow illustrate a number of the defects that were uncovered and how they affect the performance and reliability of the pump.
Shaft
The bearing journal surfaces were not chrome-plated. Lack of chrome plating decreases the shaft and sleeve bearing life. Chrome plating reduces surface friction, reduces wear and helps to reduce contaminants in the oil from the shaft base material.
There was also lack of smooth radii at diameter transitions. Radii help reduce stress concentrations and help prevent shaft failures.
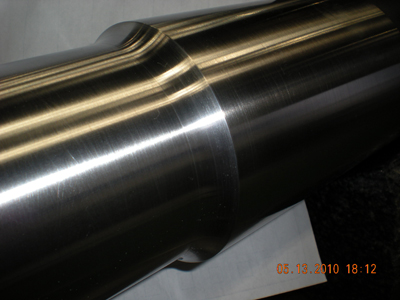
A newly manufactured shaft with the proper radius
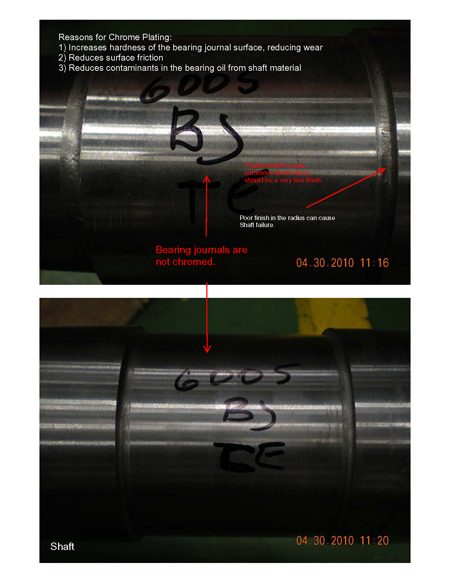
Bearing journals had not been chrome-plated in previous low quality repair.
Impeller
A through crack existed at the periphery of two impellers. Defects near the periphery of an impeller can lead to catastrophic failure from centrifugal forces. Moreover, suction vane edges were ground flat, which results in a loss of performance and NPSH. As much as five to seven additional feet of NPSH required by poor practices could result in cavitation and reduced operating life.

NDE inspection revealed a 1/2 in. linear indication on the back shroud of impellar #5.
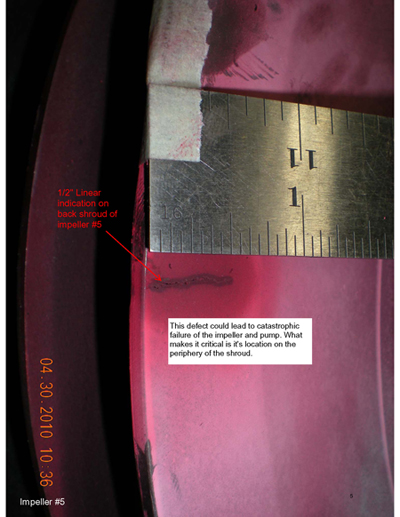
This defect could lead to catastrophic failure of the impeller and pump.

Properly dressed impeller vane.

Suction vanes had been ground down and not properly dressed.
Balancing Disc
Poor machining practices left internal thread chatter. The machine tool chatter marks increase the fluid
bypass flow past the balancing disc, which reduces pressure and ultimately increases the axial thrust on the thrust bearing. The thrust bearing operating temperature will increase and result in reduced life.

Thread chatter on balance disc inner threads is evidence of poor previous machining practices.
Stage Piece
Tongue indentation reduces efficiency by creating a leakage path.

Improperly repaired stage piece shows obvious widening of the diffuser vane due to numerous skim cuts without restoration to original diffuser dimensions.

Tongue indentation on stage piece shows leakage under the volute tongue.

Close up of stage piece after proper repair.
Twin Volute (Diffuser)
Vane erosion was found at the leading edge and was caused by possible recirculation issues or improper Gap “B” modification, resulting in reduced overall pump performance and life. The service center also found that the diffuser bolts had been welded. This is an improper method for retaining the diffuser bolts. Stainless clips should be used; the original repair shop was cutting cost by not re-cutting the groove and using clips. Furthermore, the bushing face had tack welds. The tack welds will reduce the total axial float of the rotating element.

Leading edge of all nine twin volute vanes were eroded; creating a leakage path and causing the tongue indentations on the stage pieces.

Diffuser vane properly restored
This particular pump is rated for 3,600 rpm and has a specific speed of about 1,200. This classifies the hydraulic energy transfer surfaces of the impeller and dual volute diffusers as sensitive areas. After examining the details of the poor quality pump repair, it can be assumed that the previous service provider either lacked the engineering and technology to do a quality job, or that as a qualified supplier with long-established brand trust, they tried to control their own costs by cutting corners and sacrificing quality to avoid loss on the project.
While any repair provider can make a mistake or be guilty of an oversight, the almost systemic lack of quality and poor workmanship from this previous repair provider was surprising. The lesson learned from this discovery of a poor pump repair is that pump users must be involved in qualifying their service providers, obtaining a thorough understanding of that provider’s capabilities and ensuring measures have been implemented to achieve quality standards.
http://pump-zone.com/pumps/pumps/how-poor-repairs-on-boiler-feed-pumps-affect-pe…