 Many of our aging facilities are still using the pumps that were purchased and commissioned during plant construction. Despite the age of this equipment, effective maintenance strategies and upgrade opportunities can extend useful life for decades more. Older pumps are often more robust than current designs, which take advantage of new manufacturing technologies to reduce the raw materials needed for construction. However, vintage equipment has its downfalls as well. It is important to understand the challenges we face when operating and maintaining vintage equipment so that we can stay ahead of potential sources for decreased reliability.
Many of our aging facilities are still using the pumps that were purchased and commissioned during plant construction. Despite the age of this equipment, effective maintenance strategies and upgrade opportunities can extend useful life for decades more. Older pumps are often more robust than current designs, which take advantage of new manufacturing technologies to reduce the raw materials needed for construction. However, vintage equipment has its downfalls as well. It is important to understand the challenges we face when operating and maintaining vintage equipment so that we can stay ahead of potential sources for decreased reliability.
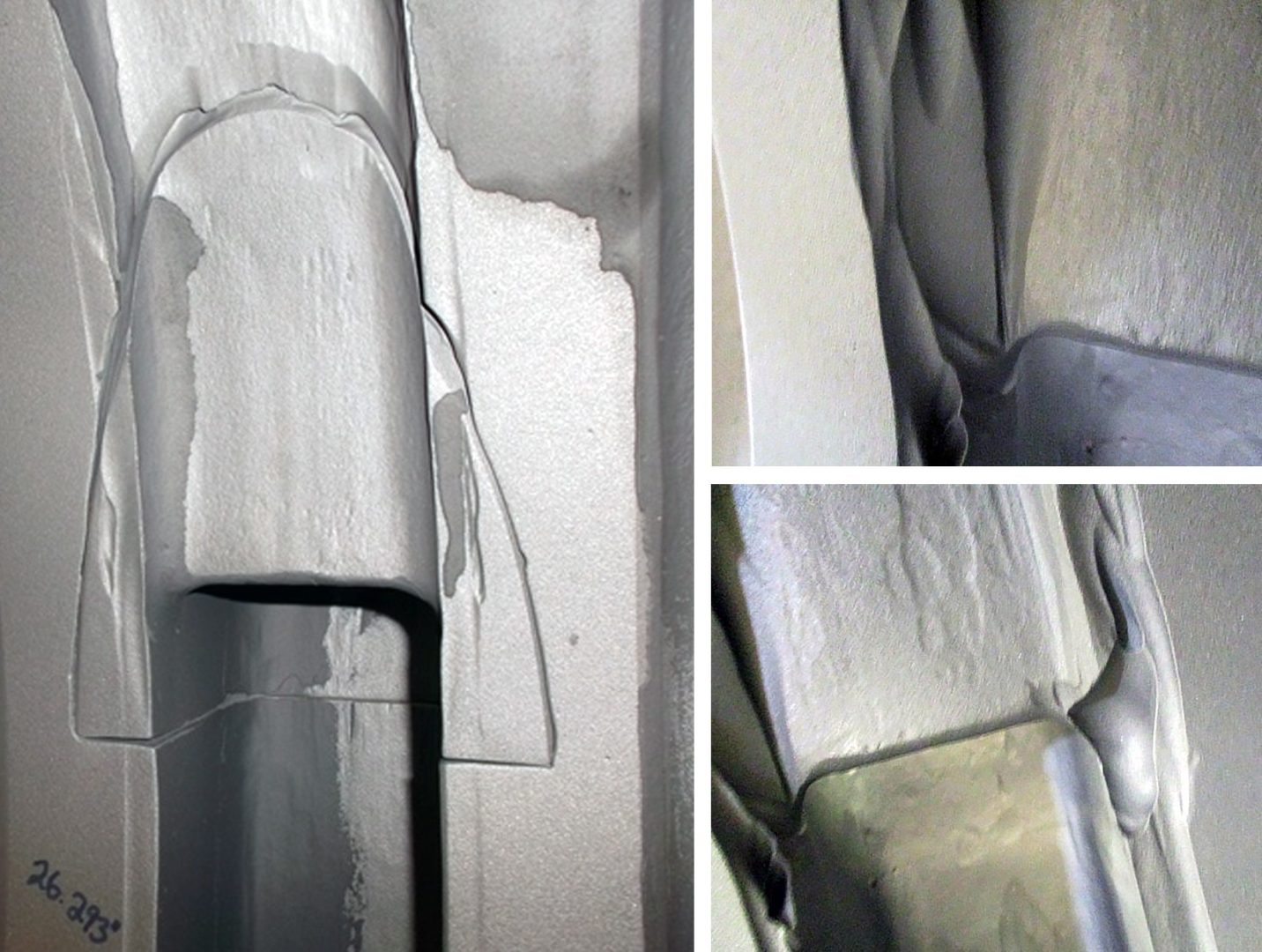
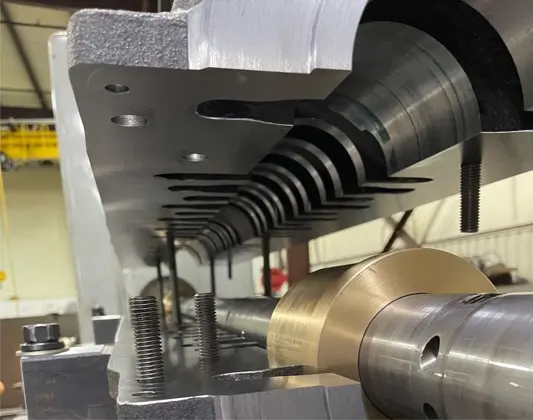
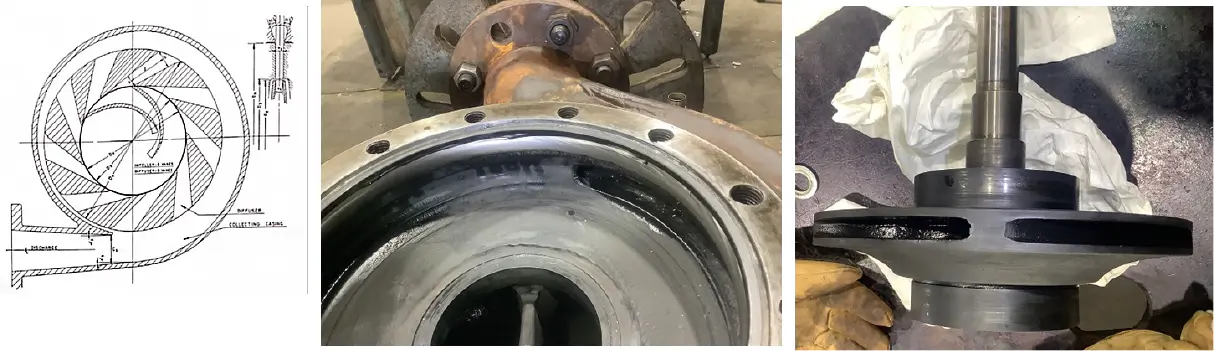
These challenges were at the forefront of an improvement project undertaken by a Canadian pulp mill. Most pulp and paper mills in North America have been in operation for decades, and many are still running with the original equipment. This facility had several BB2-style makeup liquor pumps (MULP) that were experiencing a low mean-time-between-failures (MTBF). To increase pump life and reduce the risk of unexpected downtime, the pulp mill approached Hydro’s Scotford service center for support in identifying the root causes of degradation. Hydro Scotford combined a thorough inspection process with experience in upgraded designs and materials to bring the MULP system reliability back to an acceptable level and improve overall performance. The major focus points of this project – standardization, material upgrades, and improved tolerances – can be applied to aging installations in all industries.
Read the full story in our recent case study published in World Pumps magazine.



 By cultivating strong relationships with local foundries, Hydro Parts Solutions can provide expedited lead times while maintaining control of product quality throughout the manufacturing process. They adhere to strict process control procedures, including providing standardized parts numbers and generating drawings for every part.
By cultivating strong relationships with local foundries, Hydro Parts Solutions can provide expedited lead times while maintaining control of product quality throughout the manufacturing process. They adhere to strict process control procedures, including providing standardized parts numbers and generating drawings for every part.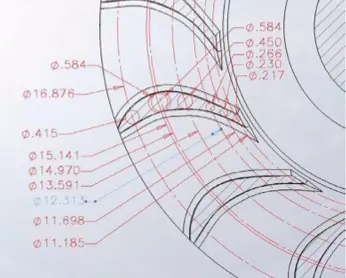 As pump experts, Hydro has the experience to reverse engineer and supply complex hydraulic components and the resources to diagnose design problems and suggest targeted upgrades. Hydro routinely upgrades vintage equipment with proven design component design upgrades that counteract known failure modes. Our global engineering team works closely with our parts division to perform hydraulic modifications that increase efficiency or help end users meet changed system requirements.
As pump experts, Hydro has the experience to reverse engineer and supply complex hydraulic components and the resources to diagnose design problems and suggest targeted upgrades. Hydro routinely upgrades vintage equipment with proven design component design upgrades that counteract known failure modes. Our global engineering team works closely with our parts division to perform hydraulic modifications that increase efficiency or help end users meet changed system requirements.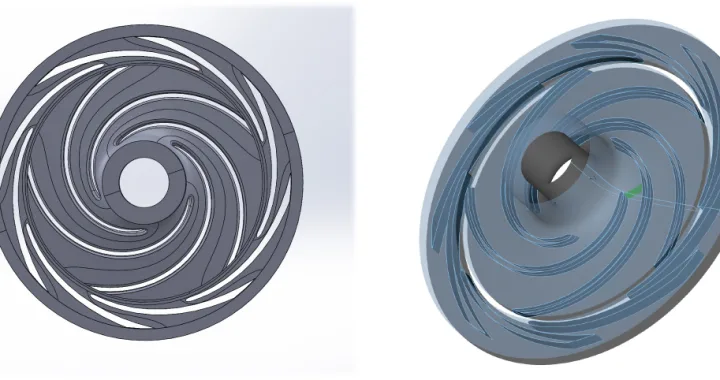
 To maintain safe, reliable and cost-effective operation, it is important to ensure pump systems are optimized. When approached with the need to optimize a pump system, many end users will look to purchase new equipment for the changed demand. This can be a costly and time-intensive endeavor, as new equipment installation is often accompanied by baseplate and piping modifications that require the system to be taken offline. In contrast, modifying the existing equipment to meet the new system needs provides a custom solution that maintains the original footprint, can be completed on a more aggressive timeline and often provides a more custom fit to the system.
To maintain safe, reliable and cost-effective operation, it is important to ensure pump systems are optimized. When approached with the need to optimize a pump system, many end users will look to purchase new equipment for the changed demand. This can be a costly and time-intensive endeavor, as new equipment installation is often accompanied by baseplate and piping modifications that require the system to be taken offline. In contrast, modifying the existing equipment to meet the new system needs provides a custom solution that maintains the original footprint, can be completed on a more aggressive timeline and often provides a more custom fit to the system.