
Hydro is pleased to announce the appointment of Jeff Johnson as Vice President of Hydro’s Petroleum & Pipeline Division.

Many pumps in power plants and other heavy industries are designed and custom engineered for specific applications. The repair and servicing of these pumps should also include careful engineering review. Very often, smaller local repair shops attempt to repair these engineered pumps without the input and oversight of an engineer to ensure that the proposed repairs meet the original design’s intent.
When emergencies occur and practical solutions are needed, a service center engineer is invaluable in developing and guiding the pump repair plan. When a plant is down and the pump needs immediate attention, this crucial part of the process may be overlooked or eliminated.
This case history illustrates what can happen when a low-cost repair leads to catastrophic failure and the importance of experienced engineering support from the service center was to return a plant to service.
Circulating Water Pump Fails
Prior to the high-demand summer season, a Midwest plant’s circulating water pump (a 54-in mixed flow pump) failed. When the vertical pump was pulled, it was discovered that both the impeller and suction bell required complete replacement. After checking with the OEM, it was determined that replacing the components would take 8 months. With this pump out of service, the plant was in danger of being derated during the high-demand summer season. The pump had been repaired one year earlier but was no longer under warranty.
At this point, the plant asked a pump service center experienced in engineered pump repairs and upgrades to evaluate the pump and offer a plan for bringing the plant online and running at full rating. The service center’s engineering and operations team evaluated the hydraulic, mechanical, and logistical data and developed a plan to meet the plant’s critical requirements and need for a quick turnaround.

Broken Suction Bell
Pumps & Systems
October, 2008
Valero-Wilmington, a midsize refinery (135-kb/d) located in Los Angeles, Calif., was experiencing problems with oil lubricated vertical in-line pumps (API type OH3). Though Valero-Wilmington uses the vertical in-line pumps for multiple applications, several are used as internal transfer pipeline pumps that operate within the refinery.
Problem
The Byron Jackson pumps, model MVILD, were not equipped with any type of instrumentation, and since most of the pumps are located in remote areas, daily observation and monitoring were not possible. After running for two to four months, the pumps were losing flow and lubrication pressure, causing a rise in bearing temperature and resulting in abrupt catastrophic failure of the thrust bearing. This failure also caused damage to the mechanical seal, pumping ring and impeller.
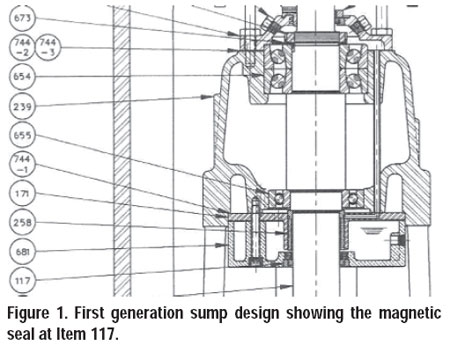
In January 2007, Valero-Wilmington sent one of these pumps to Evans Hydro with a request to investigate the failures. To determine the root cause of the problem, the engineers started by reviewing the original sump design. The original oil sump design had a magnetic seal at the bottom (see Figure 1, Item 117). The second-generation design had eliminated the magnetic seal and added the riser pipe-the significance of which will be illustrated in the discovery of the problem.
The obvious problem was that oil was leaking from the bottom of the sump. After disassembly and inspection, the cause of the problem was not immediately apparent. The oil level was set correctly, there was no problem with the pumping ring and no scoring or wear was found on the stationary parts. The big question was how the oil was leaking from the sump, causing lack of lubrication and the overheating and failure of the bearings.
Pumps & Systems
June, 2008
With large-scale consolidations of OEMs in the pump industry and the closure of foundries in North America, advanced non-OEM pump rebuild shops have emerged that offer creative solutions, competitive pricing and quick turnaround time to pump users. A qualified independent rebuild shop employing highly experienced personnel and a range of advanced technologies can offer cost effective and creative solutions to long lead times on new pumps, which often range from 6 to 12 months.
The following example demonstrates how a petrochemical pump user utilized the capabilities of a competent pump repair shop to achieve a cost-effective solution for their plant expansion.
Creative Solutions for Chemical Plant Expansion
A petrochemical plant in the Gulf Coast region was expanding production. Because of the time frame involved in completing the project, they elected to source a surplus pump from the used pump market and modify it to suit their needs rather than purchasing a new pump. Delivery of a new pump would have taken 6 to 8 months and they wanted to be online in just 44 days! This plant needed a solution to this challenging engineering problem and intensely demanding production schedule.
The plant chose to work with a pump repair shop that employs CAD/CAM, CMM and Romer Arms in addition to Computational Fluid Dynamics software and material analyzers. With the added resources of skilled engineers and experienced technicians, many with engineering or operations backgrounds from major pump manufacturers, this plant chose a repair shop with exceptional hydraulic design and reverse engineering capabilities to address their emergency situation.
With guidance from the repair shop, the plant purchased an 8-stage pump that could be modified to meet their specific needs. After a thorough engineering review and inspection of the existing pump, the pump repair shop not only proposed a solution to the emergency situation, but also offered upgrades to improve both pump performance and reliability of the pump for this chemical application.
Engineering Review and Proposed Upgrades and Modifications
An assessment of hydraulic performance is high on the list whenever upgrades are contemplated. For this particular pump, the performance curves (see Figure 1) had to be examined first. Then, a dimensional drawing of the barrel (casing) had to be prepared by the repair shop. These two steps enabled the parties to determine desired and feasible modifications and upgrade options.
Maintenance Technology
March, 2008
How competent is competent? More importantly, how much might it actually cost your operations if you were to entrust your pumps to the wrong shop?
This article is the last installment in a four-part series based on a presentation delivered at the 2007 NPRA Reliability & Maintenance Conference in Houston, TX. As in the previous installments, (which ran in the July and September 2007 and February 2008), the authors discuss how to distinguish competent pump repair operations.
In this fourth and concluding part in our series on non-OEM pump repair facilities, we discuss two actual case studies. As you read on, please recall that we coined the acronym “CPRS” to convey the term Competent Pump Repair Shop.

Repair case study #1:
Two IR Type J4x 15 lean amine pumps The first of our two case studies concerns the repair of two IR Type J4 x 15 radially split, double suction, betweenbearing pumps purchased in 1982 for lean amine service. Figs. 1 through 3 provide specifics.
The pumps were to be repaired using new 316 stainless steel casings and heads furnished to a CPRS by the refinery client. The client had bought these parts from the “current” OEM—a successor company to the initial OEM. While one pump was being repaired, the other pump remained in service, operating without a spare. However, the new casings and heads required considerable rework before they could be used. This rework included:
1. Sleeving and re-machining an oversize stuffing box bore;
2. Re-machining the two spiral wound gasket faces;
3. Weld-repairing a sand inclusion on a stuffing box face;
4. Re-facing the stuffing box faces to remove steps caused by the milling operation;
5. Re-machining two stuffing box bores that had been damaged so that the seal gland pilot would not engage. Continue reading