Join Hydro at the Turbo Pump Symposia as we co-present with Petroleum Development Oman on how energy and reliability savings can be achieved on pump equipment.
Presentation authors include Dr. Gary Dyson and Freddy Lineros of Hydro, Inc and Paul Willcox of Petroleum Development Oman.
The presentation will be held from 2:00pm to 2:45pm on Wednesday, August 21, 2024 in Room 370A.
Lecture Focus:
The costs associated with operating and maintaining an extensive fleet of oil pumping equipment are significant. The equipment consumes a large amount of power, it operates in harsh conditions and the production requirements mean that reliability is important. The equipment is responsible for large amounts of oil revenue that is essential to the Oman economy.
The combination of these aspects means that there is a great opportunity to minimize the cost of oil production and maximize oil production by ensuring equipment is exactly matched to the demand.
Further to this, there is also the environmental impact of the CO2 generated by the power needed to operate the equipment. As the leading energy producer in Oman, Petroleum Development Oman (PDO) has refreshed its strategy, so it is suited to a dynamic energy landscape with a new focus on creating value, driving sustainability and advancing renewable energy initiatives while expanding their presence in the oil and gas sector. Environmental sustainability is therefore of the utmost importance to PDO and the reduction in CO2 emissions based on reduction of consumed power is significant both environmentally and from a cost standpoint.
The philosophy employed by PDO for reducing emissions and modifying equipment for power saving, operational availability and reliability is outlined in this presentation along with illustrating how the system-based approach has led to major cost savings.
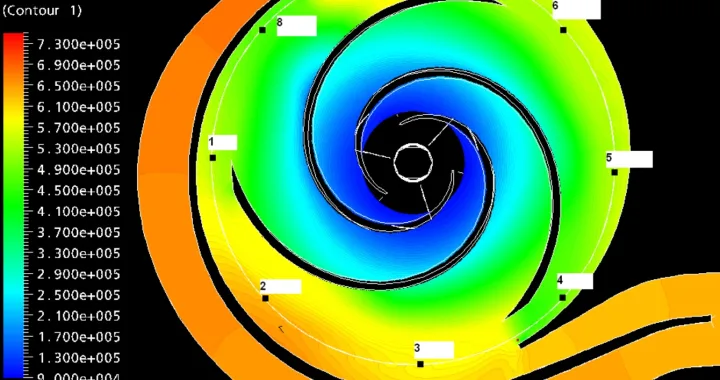
Two examples of modifications made to high energy pumping equipment to reduce the power consumption are outlined, alongside the associated technical challenges. The approach considers the operating regimes, the pump system interaction and the long-term operating requirements of the equipment. These requirements flow into the design process to re-rate the equipment with new hydraulics performance and impellers designed using CFD to match the system and operational requirements. The design process not only considers hydraulic performance but also uses the time dependent nature of the flow to evaluate changes in vibration caused by the modified designs.
Reliability of the equipment is also considered as the pump operating regime moves close to BEP at all conditions.





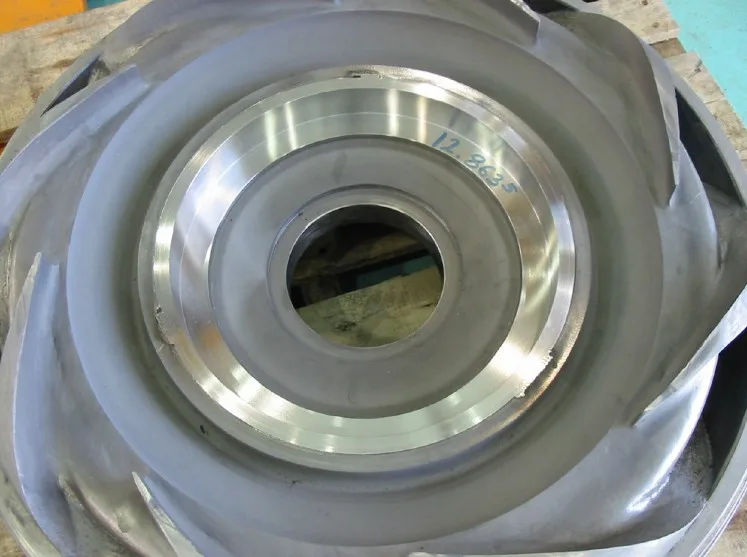 Hydro manufactured new wear rings without slots to prevent the abrasive material from damaging the case and minimize wear behind the casing wear rings. The worn areas of the casing and a new sleeve were overlaid with tungsten carbide to prevent further damage.
Hydro manufactured new wear rings without slots to prevent the abrasive material from damaging the case and minimize wear behind the casing wear rings. The worn areas of the casing and a new sleeve were overlaid with tungsten carbide to prevent further damage.
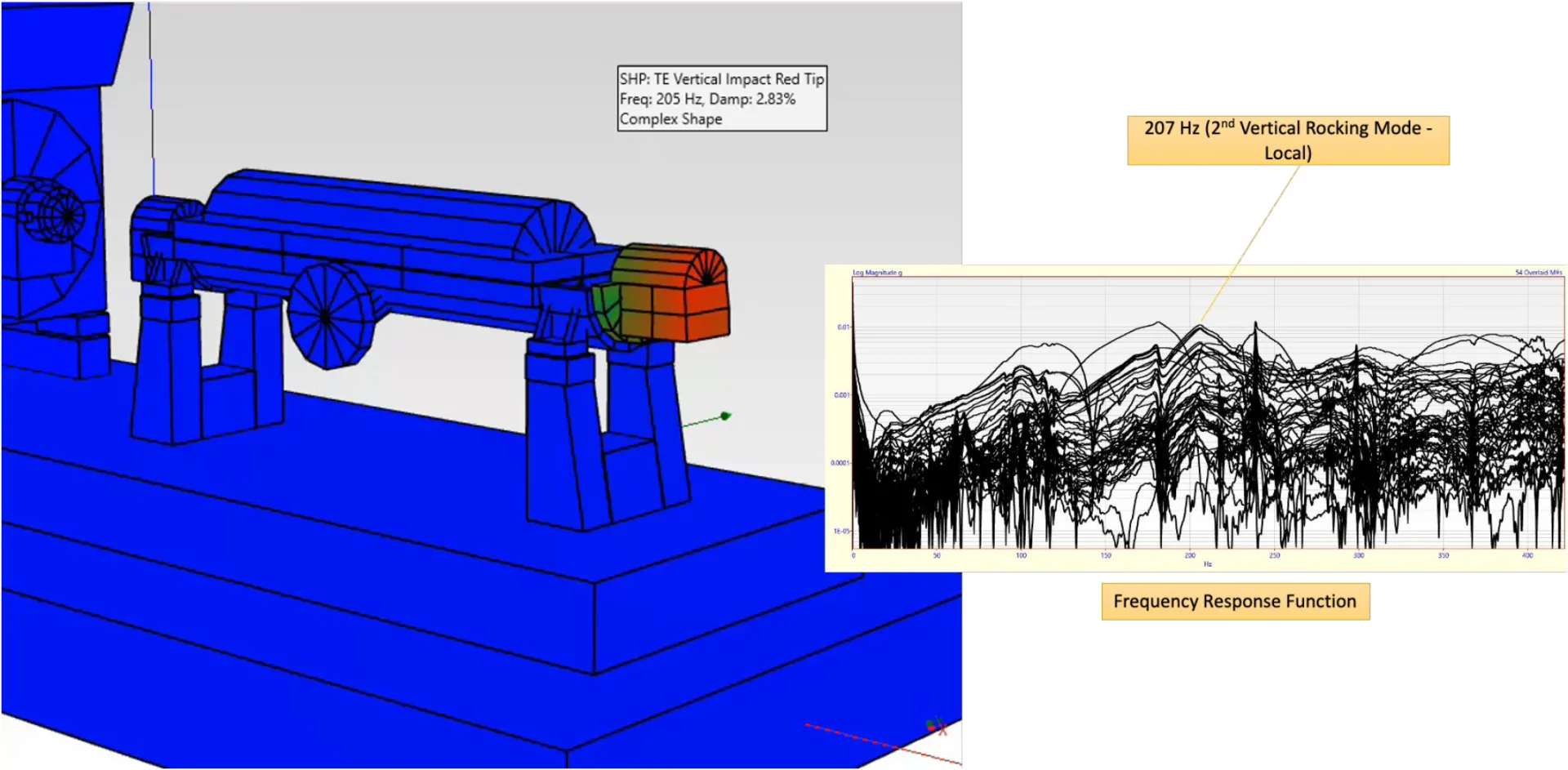 Many pump applications experience ongoing vibration and reliability issues; aging installations are also seeing margins between operation and resonant conditions eroding and previously reliable equipment being pulled into problems. The root cause of these problems is often resonance, a condition that is often misdiagnosed and commonly goes undiagnosed, resulting in persistent high amplitude vibration issues for long periods of time. Structural resonance typically results in highly directional vibration and increased amplitudes that can be difficult to resolve without the proper engineering approach. Fortunately, technology has developed to diagnose resonance and develop effective solutions without resorting to costly trial-and-error methods.
Many pump applications experience ongoing vibration and reliability issues; aging installations are also seeing margins between operation and resonant conditions eroding and previously reliable equipment being pulled into problems. The root cause of these problems is often resonance, a condition that is often misdiagnosed and commonly goes undiagnosed, resulting in persistent high amplitude vibration issues for long periods of time. Structural resonance typically results in highly directional vibration and increased amplitudes that can be difficult to resolve without the proper engineering approach. Fortunately, technology has developed to diagnose resonance and develop effective solutions without resorting to costly trial-and-error methods.
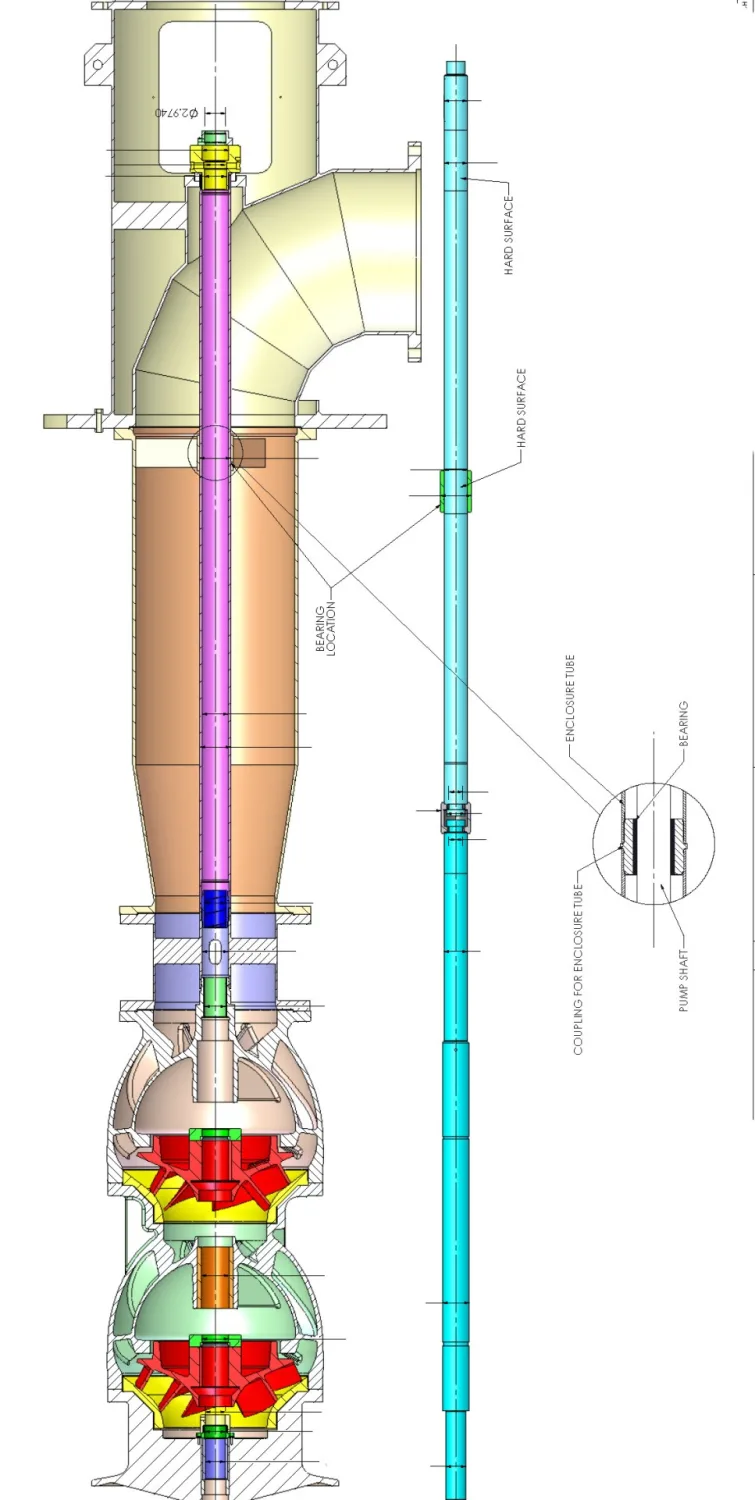 Industrial pumps are sometimes repaired or modified by smaller local repair shops that do not have the engineering oversight to ensure that the repairs and modifications meet the original design’s intent. When Hydro received this pump, it was clear that prior modifications that had been performed without engineering review were causing problems.
Industrial pumps are sometimes repaired or modified by smaller local repair shops that do not have the engineering oversight to ensure that the repairs and modifications meet the original design’s intent. When Hydro received this pump, it was clear that prior modifications that had been performed without engineering review were causing problems.