Many aging manufacturing facilities have witnessed changes in market demand that have altered their product slate and capacity. These changing system demands often cause equipment that was previously well-sized for the application to run significantly away from the operating range where peak efficiency and reliability are achieved. Running in this mode drives up the life cycle cost of equipment due to short maintenance cycles and wasted energy. In cases where reliability is severely compromised, equipment operating costs can also be accompanied by risk to production due to mid-cycle failures and unavailability of equipment.
 To maintain safe, reliable and cost-effective operation, it is important to ensure pump systems are optimized. When approached with the need to optimize a pump system, many end users will look to purchase new equipment for the changed demand. This can be a costly and time-intensive endeavor, as new equipment installation is often accompanied by baseplate and piping modifications that require the system to be taken offline. In contrast, modifying the existing equipment to meet the new system needs provides a custom solution that maintains the original footprint, can be completed on a more aggressive timeline and often provides a more custom fit to the system.
To maintain safe, reliable and cost-effective operation, it is important to ensure pump systems are optimized. When approached with the need to optimize a pump system, many end users will look to purchase new equipment for the changed demand. This can be a costly and time-intensive endeavor, as new equipment installation is often accompanied by baseplate and piping modifications that require the system to be taken offline. In contrast, modifying the existing equipment to meet the new system needs provides a custom solution that maintains the original footprint, can be completed on a more aggressive timeline and often provides a more custom fit to the system.
The decision to perform one such modification was made by a major Gulf Coast oil refinery that was running at a significantly lower flow than the original system demand. The site reliability team worked with Hydro to design and implement an extreme downrating of the existing equipment. The result was an optimized system that improved reliability of not only the pump, but other affected system components.
Read our latest case study published with Pumps & Systems magazine where Hydro’s Sergio Ramos outlines how the process for this downrate and what the final outcome was for the end user.
Learn more about Hydro’s engineering services.
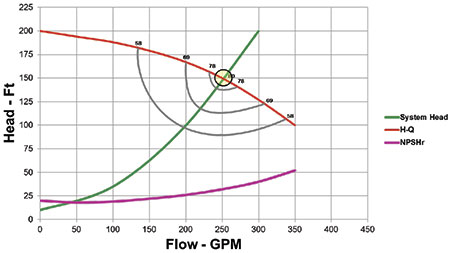
 By combining reverse engineered data, analytical tools and engineering expertise, a comprehensive approach can be developed to understand and modify hydraulic performance. This process allows pumping equipment to function exactly as required by the system that it fits within.
By combining reverse engineered data, analytical tools and engineering expertise, a comprehensive approach can be developed to understand and modify hydraulic performance. This process allows pumping equipment to function exactly as required by the system that it fits within.

 Many OEMs focus on the initial pump design and providing a higher peak efficiency. While this can provide energy savings, it misses some of the greatest gains available. With our history in developing solutions for the aftermarket, Hydro approaches energy efficiency differently. Our unique experience as a brand-agnostic company focused on end users’ existing installed equipment has provided us with insight into improving equipment performance by understanding how it operates as a part of the greater system. This has allowed us to provide significant energy savings for our partners, as shown in successful cases such as
Many OEMs focus on the initial pump design and providing a higher peak efficiency. While this can provide energy savings, it misses some of the greatest gains available. With our history in developing solutions for the aftermarket, Hydro approaches energy efficiency differently. Our unique experience as a brand-agnostic company focused on end users’ existing installed equipment has provided us with insight into improving equipment performance by understanding how it operates as a part of the greater system. This has allowed us to provide significant energy savings for our partners, as shown in successful cases such as  Hydro’s Energy Edge program takes advantage of our in-house engineering, field testing, remanufacturing, and parts capabilities to provide an end-to-end solution to improve energy usage and reliability. The process starts with getting the necessary design and operation data to perform a comprehensive analysis of current performance and identify opportunities for improvement. Depending on the findings, solutions can range from system operations recommendations to hydraulic modifications to a completely redesigned drop-in replacement. By providing a custom solution instead of an off-the-shelf replacement, Hydro not only optimizes performance, but minimizes cost, lead time, and risk by ensuring that the solutions fits into the existing equipment footprint.
Hydro’s Energy Edge program takes advantage of our in-house engineering, field testing, remanufacturing, and parts capabilities to provide an end-to-end solution to improve energy usage and reliability. The process starts with getting the necessary design and operation data to perform a comprehensive analysis of current performance and identify opportunities for improvement. Depending on the findings, solutions can range from system operations recommendations to hydraulic modifications to a completely redesigned drop-in replacement. By providing a custom solution instead of an off-the-shelf replacement, Hydro not only optimizes performance, but minimizes cost, lead time, and risk by ensuring that the solutions fits into the existing equipment footprint.