
Join us for our June webinar, where Dr. Gary Dyson breaks down pump hydraulics and their effect on pump health and performance. Learn how fluid movement has consequences for pump reliability.
Tag Archives: performance

Capability Spotlight: Verify Pump Performance
 Performance testing in a controlled environment is an important tool for pump designers and users alike. Understanding how the pump will react hydraulically and mechanically throughout the full range of operation enables improved equipment reliability, optimized efficiency, and reduced operating and maintenance costs.
Performance testing in a controlled environment is an important tool for pump designers and users alike. Understanding how the pump will react hydraulically and mechanically throughout the full range of operation enables improved equipment reliability, optimized efficiency, and reduced operating and maintenance costs.
In the aftermarket, performance testing helps equipment owners:
- Identify discrepancies between actual and expected performance before equipment is returned to the field
- Validate acceptable mechanical performance of critical equipment post-repair- before significant damage occurs
- Confirm effectiveness of hydraulic modifications by validating that theoretical performance is accurate and repeatable
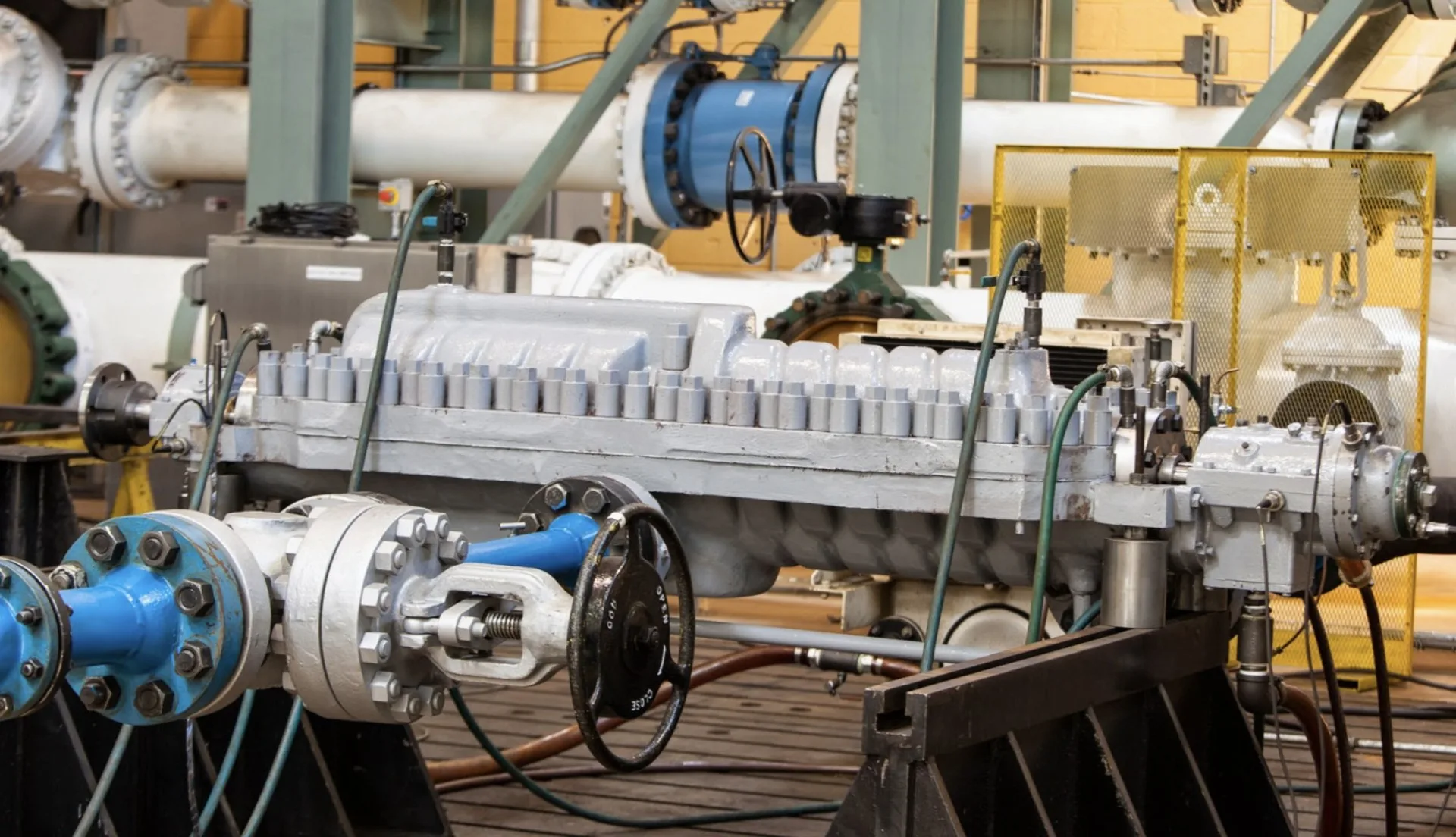
 To support end users in understanding equipment health and performance, Hydro built its Certified Performance Test Lab at the HydroAire 40th Street service center in Chicago. Our test lab was the first to be certified by the Hydraulic Institute’s Pump Test Lab Approval Program, and all testing is completed in accordance with Hydraulic Institute (HI) 14.6/40.6 and/or API 610, ASME, or ISO, as relevant.
To support end users in understanding equipment health and performance, Hydro built its Certified Performance Test Lab at the HydroAire 40th Street service center in Chicago. Our test lab was the first to be certified by the Hydraulic Institute’s Pump Test Lab Approval Program, and all testing is completed in accordance with Hydraulic Institute (HI) 14.6/40.6 and/or API 610, ASME, or ISO, as relevant.
Hydro’s test lab is tailored to the demands of the aftermarket, focusing on flexibility and data transparency. Instead of moving the piping to the pump, Hydro’s Test Lab moves the pump to the piping:
- A 36’x20’ baseplate allows for quick and customized installation
- A multitude of piping inlets/outlets suitable for a wide range of nozzle sizes
- Accommodates hundreds of different pump configurations
- Allows multiple pumps to be staged for testing simultaneously
This flexible configuration enables Hydro to set the standard for turnaround times on aftermarket testing. In addition to common offerings such as hydraulic performance, mechanical performance, NPSH, endurance, and critical speed testing, Hydro has performed custom testing configurations to help end users understand specific problems. This is illustrated in the Test Lab’s inaugural test, which was a series of tests for a nuclear safety-related service to help an end user prove to the NRC that this service was capable of handling transient air voids in the system.
Learn more about Hydro’s Certified Performance Test Lab or contact us to schedule a pump test.
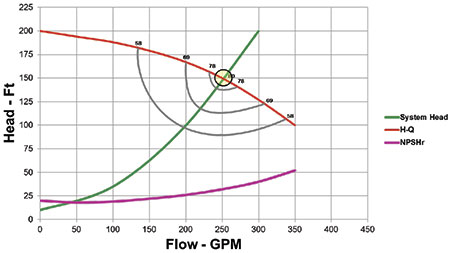
Wednesday Webinar- Pump Curves & Energy Optimization
In this month’s webinar, instructor Bob Jennings discusses pump curves and how to optimize pumps to their system to achieve energy savings.

How do you measure axial thrust?
Innovations in Thrust Measurement
Thrust is an important factor in vertical turbine pumps because it directly affects the performance and reliability of the pump. Excessive axial thrust can cause the motor thrust bearing to wear faster, run at a higher temperature, and/or fail if overloaded. This results in a higher total cost of ownership by reducing equipment operating life, forcing unexpected downtime, and requiring costly emergency work.
Historically, thrust has been a calculated value based on the impeller design and other pump parameters; this calculation is an approximation and has a margin of error. Axial thrust can be more accurately assessed through testing, but direct measurement of the thrust across the profile of a pump performance curve is not typically performed by OEMs.
In support of a customers’ request to better understand the repeated failure of a vertical turbine pump, Hydro’s Test Lab and S. Himmelstein and company developed a thrustmeter that provides users with an accurate and reliable measurement of thrust across the tested performance curve. This measurement was not only more accurate than the calculated thrust values, it provided insight beyond a single operating point.
By monitoring critical pump and motor data, the end user was empowered to make the best possible decision for their equipment and plant.
Read more about this innovation in our joint white paper, published with Pumps & Systems magazine.
Learn more about how Hydro’s Certified Performance Test Lab and how Hydro can support you in better understanding and optimizing the performance of your equipment.

System Optimization
Boost Energy Efficiency and Accelerate Savings
It’s estimated that 85% of pumps are not optimized to their systems, costing end users both efficiency and reliability. To achieve operational excellence and reduce environmental impact, assessing and improving our systems is essential.
There is a lot of focus on buying new equipment with a higher energy efficiency rating. In reality, the efficiency gains available in optimizing efficiency within the pump design is usually dwarfed by the energy savings available by optimizing the way the pump operates within its system. Not only does optimizing a pump to its system result in a reduction in energy usage, it allows the pump to operate at its best efficiency point (BEP), where reliability is the greatest.

With today’s technology, optimizing a pumping system is achievable with less cost and a greater return on investment. Advancements in testing capabilities and analytical modeling help us to better understand and predict how fluid moves through a system, allowing us to identify more opportunities for improvement. These technologies also eliminate the uncertainty of planned modifications by assessing their effectiveness in a virtual environment.
When optimizing a pump to its system, it’s important to have a holistic mindset- looking beyond the pump boundaries, considering both mechanical and hydraulic performance, and understanding that system operation is affected as much by the people who operate it as it is the physical system itself. What tools are useful to have in your toolbox when approaching a system optimization project?