Efficiency and reliability are at the forefront of a successful pumping system. As such, unplanned outages can be a detrimental disturbance to the overall operation. In this case, the end user’s high pressure multistage BB5 barrel pump was experiencing severe vibration, unstable performance, and failure in the field leading to unit shutdown.
This particular unit, used in boiler feedwater operations, is critical to the plant’s uptime and throughput. Furthermore, continued failures can cause growing costs due to inevitable maintenance and repairs, often overlooking a long term solution. With each unplanned outage, the plant could face a significant loss in capital.
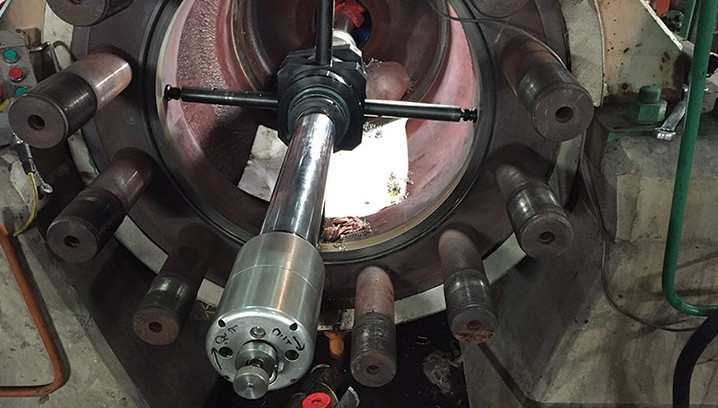
Previously, the pump had been running for six months before experiencing catastrophic failure, requiring a shutdown and removal for further analysis. Initially, the unit’s damaged components were repaired by welding, and the volute was reassembled and installed for use. Upon its installation, the power plant placed the unit back into service but encountered a second emergency shutdown after two months in operation.
Video: https://vimeo.com/362808909

 As the nuclear industry continues to adapt to new requirements under the Nuclear Promise, it is of key importance for utilities to strengthen existing safety protocols and execute efficiency improvements in day-to-day operations and maintenance to optimize overall costs.
As the nuclear industry continues to adapt to new requirements under the Nuclear Promise, it is of key importance for utilities to strengthen existing safety protocols and execute efficiency improvements in day-to-day operations and maintenance to optimize overall costs.
 A major pipeline transmission company found itself reconsidering the effectiveness of its maintenance strategy. The company faced a challenge: optimizing asset visibility and implementing remote condition monitoring of equipment health while avoiding a high-cost investment and installation disruptions.
A major pipeline transmission company found itself reconsidering the effectiveness of its maintenance strategy. The company faced a challenge: optimizing asset visibility and implementing remote condition monitoring of equipment health while avoiding a high-cost investment and installation disruptions.