Careful analysis identified the issue with this multistage, oil transfer pump.
Written by: Gary Dyson (Hydro, Inc.)
Publisher: Pumps & Systems / August 2014
A multistage BB5 diffuser machine in oil transfer service in the Middle East had been in operation for many years without problems. After a routine maintenance strip down and rebuild, the pump experienced a high thrust bearing temperature of 105 C, which caused it to alarm and shut down. The temperature range had previously been 75 C to 85 C.
This case study describes the method used to solve the high bearing temperature problem and outlines the flow physics that contributed to the high thrust bearing temperature. The customer contacted an engineering services company after the original pump manufacturer failed to remedy the problem.
The company’s forensic approach to this problem involved two distinct methodologies:
- Diligent and in-depth analysis of site data relating to
the problem
- Rigorous scrutiny and analysis of the pump geometry and build against the background
The engineering services company identified several scenarios that could cause this temperature rise, then narrowed down the list to establish a root cause.
Site Data Analysis
The behavior of thrust bearing pads during startup is seldom investigated. The temperature rise of the pads can be attributed to two distinct causes—thrust developed during startup and environmental and oil conditions (see Figure 1).
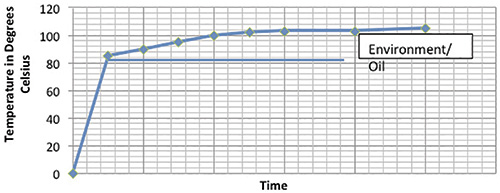
Figure 1. Behavior of thrust bearing pads based on thrust and environmental conditions (Article images and graphics courtesy of Hydro Inc.)
The significant finding from this data was the temperature rise associated with thrust. The pump could not achieve the temperatures measured prior to maintenance in its current condition. The total thrust bearing temperature includes the oil temperature and environmental conditions.
Based on comparisons with previous site data, both the thrust and oil cooling had altered. Analysis of the temperature data at the motor bearings, which were experiencing oil temperature increases of 10 to 15 C, further supported the conclusion. Continue reading →