

Some failures don’t arrive with a bang. They begin with a whisper.
This one wasn’t on anyone’s radar. The system made sure it didn’t stay that way.
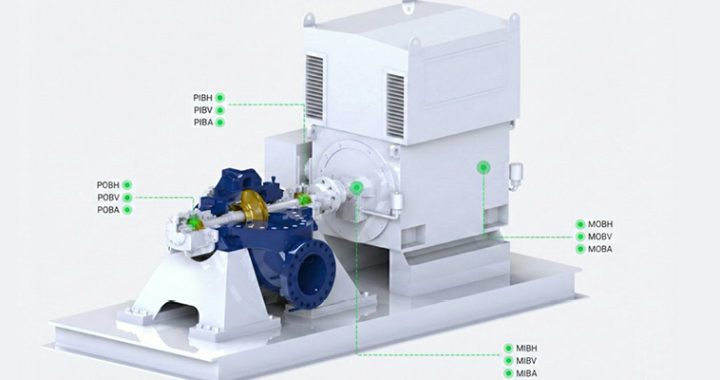
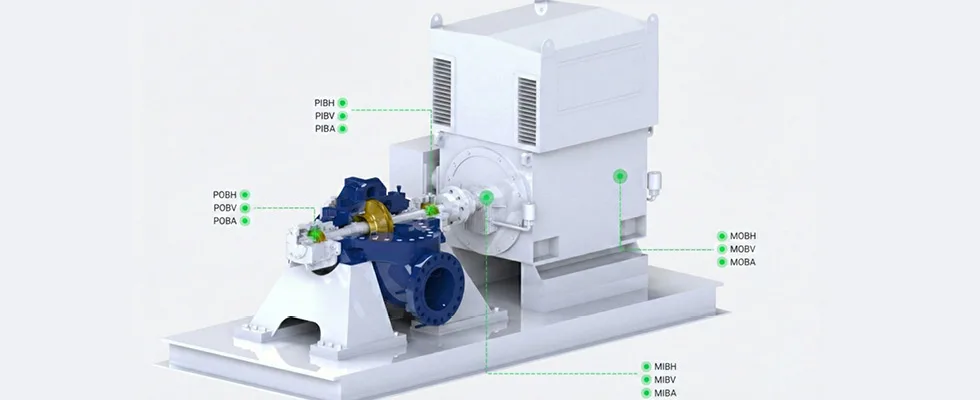
On what had been a stable motor, lower bearing acceleration sat comfortably around 0.5 G. No alarms. No troubling trend. No reason for anyone to hover over that signal. It simply existed in the background, as most healthy assets do.
Then it started to move. 
0.5 G to 1 G.
1 G trending toward 3.5 G.
Not a spike. Not noise. A rate of change that didn’t belong.
At around 1 G, the system flagged it automatically. The alert was not based on a static threshold alone. It recognized abnormal acceleration growth, consistent with developing bearing damage such as pitting, wear, or abrasion. The model assigned a defined confidence level and pushed it forward.
That is when our analysts stepped in.
We reviewed the data, validated the signal, and contacted the customer. They isolated the motor and performed a no load test.
Confirmed. Lower motor bearing damage in progress.
Here is the part that matters.
No one was actively watching that motor for bearing failure. Not because the team lacked skill or discipline. Quite the opposite. In industrial environments, attention is directed toward known risks, existing alerts, and constrained resources. That is how prioritization works.
This motor was not a known risk.
The system caught what had no reason to be in view.
This is where the model proves its value. Continuous monitoring across all assets. Detection driven by rate of change, not just absolute thresholds. Human expertise layered on top for validation and action.
That combination changes the equation.
Instead of waiting for vibration to cross a hard alarm limit, we identify when behavior begins to deviate from its own history. We see the story forming before it becomes expensive.
There is no substitute for good data. There is no replacement for field experience. But when those are paired with intelligent background detection, we stop relying on what happens to be visible. We begin catching what is quietly shifting out of bounds.
And often, that is where failures truly begin.
Where have you seen rate of change tell the story before absolute levels did?
#ConditionMonitoring #PredictiveMaintenance #VibrationAnalysis #ReliabilityEngineering #IndustrialAI #RotatingEquipment
Start catching what your alarms are missing. See how early detection can change your maintenance strategy, here.

 Our latest article in
Our latest article in


 Our latest article in
Our latest article in