

The Post Grid

Case Study- From Liability to Reliability
 Our latest article in Pumps & Systems Magazine discusses a case where aging in‑line OH4 pumps were becoming a costly reliability risk after nearly three decades of operation.
Our latest article in Pumps & Systems Magazine discusses a case where aging in‑line OH4 pumps were becoming a costly reliability risk after nearly three decades of operation.
This case study shows how a strategic retrofit to an API OH3 design dramatically improved bearing and seal reliability, reduced maintenance effort, and preserved the original footprint—all without disrupting operations. Discover how rethinking legacy equipment turned a chronic maintenance liability into a long‑term reliability win.
Read the full case study here.
Read another case study written by Freddy Cardenas Linero, highlighting a hydraulic modification for reduced flow, here.
Learn more about our Hydro Middle East service centers, where this upgrade was performed, here.

Understanding What Vibration Signals Really Mean

One of the most persistent challenges in condition monitoring and vibration analysis is not finding signals. Modern wireless condition monitoring systems are excellent at that. The harder problem is understanding what those signals actually mean within the context of rotating equipment dynamics.
We recently evaluated a pump at a midstream facility where industrial vibration analysis showed vibration levels increasing sharply as operating speed approached roughly 1125 rpm. The frequency spectrum made the issue immediately visible. A dominant 10× running speed harmonic emerged, then largely disappeared as speed moved away from that range.
At first glance, the solution seems obvious. Avoid that speed.
In midstream operations, however, it is rarely that simple. Flow requirements, fluid properties, and system demand often dictate operating speeds. Blocking off ranges in a variable frequency drive (VFD) is not always practical, and in many cases, not possible at all.
That is where the real work begins.
The challenge was not detecting vibration. It was determining when a structural resonance was actually being excited, how strong the response was across speed and load, and what that meant for bearings, seals, and the overall machine train over time. Without that engineering context, the signal alone is easy to misinterpret.
When we analyzed the data across the full operating envelope, the picture became clearer. This was not a machine in distress. It was a predictable speed-dependent resonance that was only excited under very specific operating conditions.
That distinction matters, because it fundamentally changes the solution.
The answer is not simply “don’t run there.” The answer is engineering the system to shift the resonance, not forcing operations to work around it. That may involve stiffness changes, mass adjustments, or other design-level interventions that address the root cause rather than the symptom.
This is the gap between monitoring and reliability. Detecting issues is only the first step. Long-term reliability comes from engineering-led condition monitoring, where system behavior is understood and engineering judgment is applied to turn signals into meaningful decisions.
Seeing a signal is easy. Understanding it is harder. If you are wrestling with pump resonance, vibration behavior, or recurring condition monitoring alarms that never quite turn into answers, let’s talk.
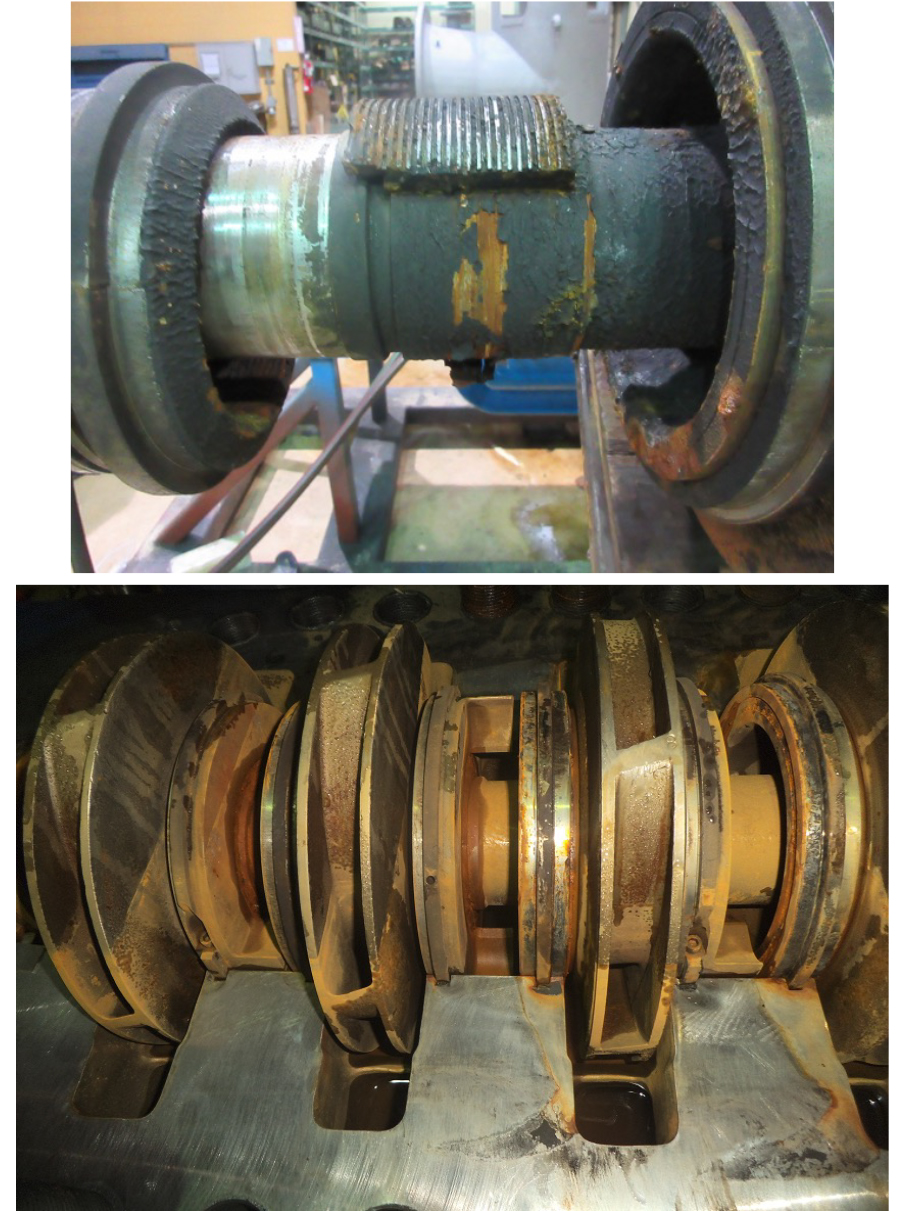
Case Study- Improving Reliability of Descale Pumps
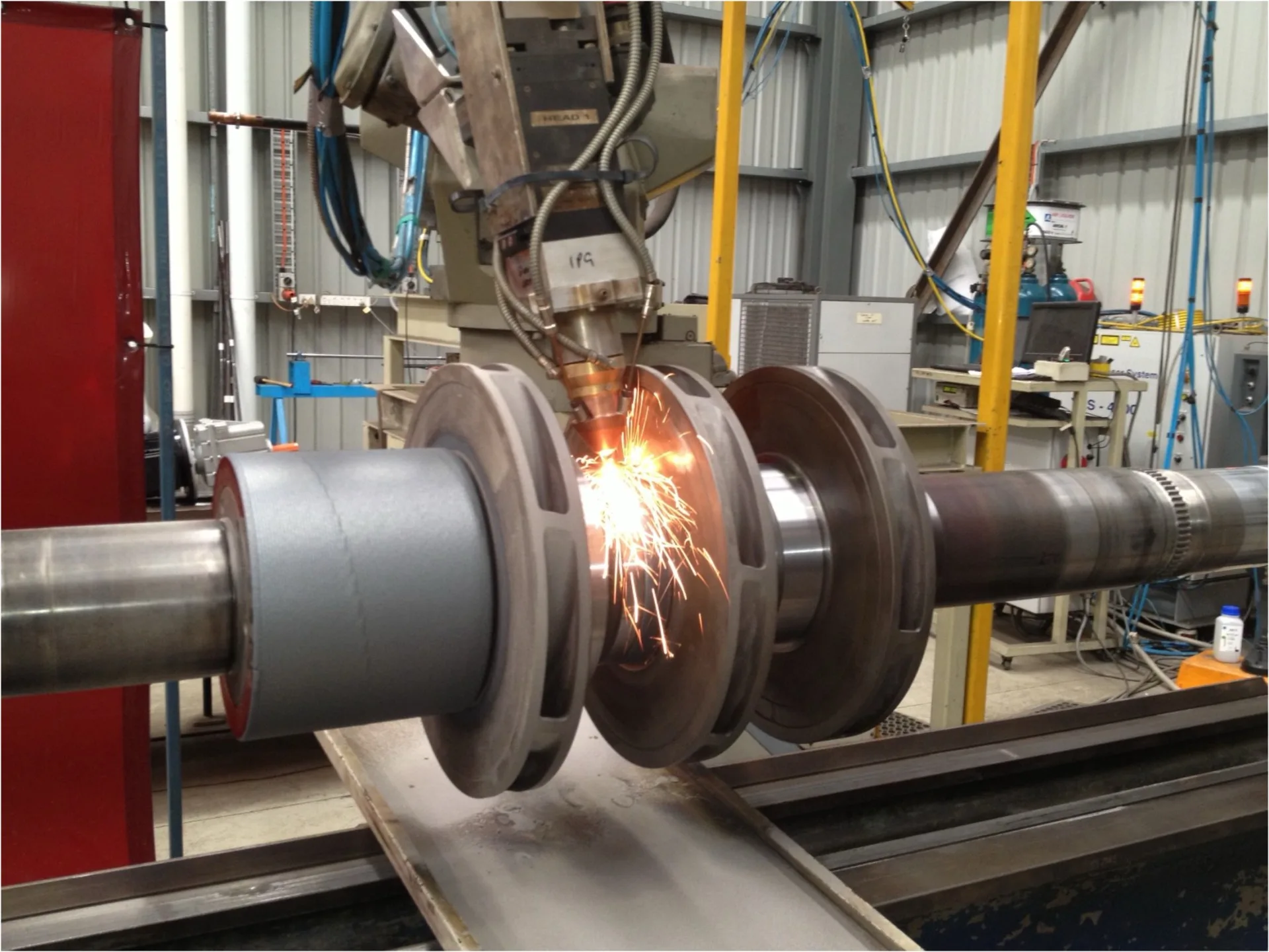 Our latest article in World Pumps Magazine discusses a case where advanced technology, targeted upgrades, and thinking outside the box helped a steel mill avoid costly downtime.
Our latest article in World Pumps Magazine discusses a case where advanced technology, targeted upgrades, and thinking outside the box helped a steel mill avoid costly downtime.
When facing repeated failures of their descale pumps, Hydro helped the mill salvage enough usable components from the failed pieces of equipment to return a fully functional, upgraded piece of equipment to service. By performing and in-depth root cause analysis and implementing material and design upgrades, the equipment has been transformed from a bad actor to a reliable piece of equipment.
Read the full case study here.

Case Study- Avoiding Downtime with Condition Monitoring
 Our latest article in Pumps & Systems Magazine demonstrates how early warnings from wireless condition monitoring helped industrial teams prevent costly failures and avoid unnecessary downtime—before problems became critical. This article highlights how scalable wireless condition monitoring is transforming industrial maintenance by providing continuous, actionable insight into machine health.
Our latest article in Pumps & Systems Magazine demonstrates how early warnings from wireless condition monitoring helped industrial teams prevent costly failures and avoid unnecessary downtime—before problems became critical. This article highlights how scalable wireless condition monitoring is transforming industrial maintenance by providing continuous, actionable insight into machine health.
Through two real‑world case studies—a cold‑climate pump system and a critical chemical plant blower—it shows how subtle vibration trends and bearing wear were identified early, enabling informed decision‑making and avoiding unnecessary shutdowns or costly failures. Together, the examples demonstrate how wireless monitoring supports predictive maintenance strategies that reduce risk, downtime, and operational costs.
Read the full case study here or find more condition monitoring case studies on our Centaur Knowledge Exchange.
Ready to experience the benefits of wireless condition monitoring yourself? Apply for an obligation-free trial of our Centaur condition monitoring solution.

Pump Pressure Monitoring with Centaur
Pump Pressure Monitoring with Centaur: From Data to Decision
Pump pressure monitoring is the fastest way to see what your system is feeling—especially when it’s paired with vibration data. With Centaur, Hydro turns continuous pressure and vibration signals into clear, actionable insight so teams can detect issues early, protect uptime, and schedule maintenance with confidence.
Why Pump Pressure Monitoring Matters (with Vibration)
When pressure trends are viewed alongside vibration, you gain a complete picture of hydraulic and mechanical behavior. That correlation exposes the why behind alarms, validates root cause, and supports smarter maintenance timing that protects MTBR/MTBF and energy costs.
Case Study – Pipeline Pump Pressure Monitoring

At a midstream pipeline station receiving batches of different refined products, Centaur captured upstream and downstream pressure on three pumps and correlated those signals with vibration. As batches transitioned, operators could see pressure deviations drive vibration change—flagging anomalies early and guiding intervention before conditions escalated. Long-term pressure trends also revealed efficiency drift tied to wear, informing work scheduling when it created the most reliability value.
Case Study – Differential Pressure at Intake Screens
A European nuclear utility installed differential pressure sensors across four river-water intake screens with alarms every ~10 seconds. With Centaur, the site moved from fixed backwash schedules to demand-driven cleaning—reducing wasted energy, extending screen and pump life, and maintaining reliability during high-debris periods.
From Monitoring to Predictive Maintenance for Rotating Equipment

Centaur combines sensors, connectivity, and Hydro’s engineering oversight to turn signals into decisions. Monthly health reports, analytics, and targeted recommendations help teams move from reactive responses to proactive planning—translating data into fewer surprises and more uptime.
See how pump pressure monitoring paired with vibration delivered earlier alerts and smarter maintenance decisions across pipeline and intake-screen applications.
Download the full Centaur pressure monitoring case study (PDF)
Ready to Modernize Your Program?
Talk to Hydro about pump condition monitoring for your critical assets—pipelines, cooling water systems, and plant utilities. We’ll help you pair pressure and vibration to detect issues earlier, confirm root cause faster, and plan maintenance with confidence.
Contact your local Hydro Service Center to talk through your application or schedule a demonstration here.