
Pumps & Systems
October, 2009
Repairing multistage, segmental diffuser, boiler feed pumps and maintaining the original performance can be difficult and challenging. In this case study, a comprehensive inspection and repair program was applied to rebuilding six boiler feed pumps to improve MTBR and hydraulic performance to meet system demands.
Background
The pumps sent for rebuilding played an important role in maintaining plant performance for one of the six largest wastewater treatment plants in the United States, located in northeastern New Jersey. The plant, operated by the Passaic Valley Sewerage Commissioners (PVSC), uses the boiler feed pumps in a wet air oxidation (WAO) process.
The WAO process treats combined thickened waste activated sludge and primary sludge with heat (420 deg F) and high pressure (650 psi) for 30 minutes in a reactor to reduce the volatile solids content, break the chemical bond between the solids and the water, facilitate a high degree of dewaterability, sterilize the sludge and minimize the volume to be removed for beneficial reuse.

Facility’s boiler house
Problem
The boiler feed pumps at this waste treatment facility gradually experienced reduced performance, and the plant needed to run two pumps in parallel to meet the daily requirements. Plant operations and engineering needed a solution where only one pump was needed to meet production needs. Not only would this setup be more efficient, but it would also allow the second pump to act as an emergency backup. These pumps went through a number of repair facilities, and each time the pump was returned to PVSC and put back into service, minimal, if any, performance improvement was noticed.
Pumps were returned for warranty but PVSC was told that the “pumps were perfect,” so the system must be at fault. PVSC incurred downtime, the expense of repairs and the costs incurred by frequently removing and replacing boiler feed pumps.
PVSC was confronted with the possibility of completely scrapping its system. It changed valves and checked piping, pump alignments, etc. but could not find a system problem. These repair shops were not aware of this type of pump’s sensitivity and the consequent difficulty involved in performing a sustainable, long term repair.
Benefits of a Comprehensive Inspection
PVSC approached another pump repair shop with the requirement of improving MTBR and restoring hydraulic performance to meet system demand. Unlike the other service centers, this service center invested considerable time and effort in performing a comprehensive inspection of all components that are critical to the operation of multistage segmental diffuser pumps, including:
- Hydraulic review of impeller and diffuser components for optimizing efficiency, improving hydraulic stability and achieving desired performance.
- Material compatibility review with the pumpage for corrosion and erosion reduction, which is especially important in the high velocity areas of the impellers, diffusers and balance drum.
- Review pump rotor to stationary dimensional alignment to maintain hydraulic stability and prevent hydraulic-induced vibration. For this type of pump, rotor centralization of the impeller to the diffuser is important as it is 10 stages.
- Review of rotor mechanical dimensional fits to prevent assembled looseness and reduce vibration.
- Review of diffuser dimensional integrity for leakage problems with the stacked diffusers.
Inspection Report: Findings and Corrections
Bearings
The pump turned freely when it was received. While dismantling the pump’s thrust end, the service center found a portion of the bearing cage in the housing. The thrust bearings mounted on the shaft were intact; therefore, this piece of cage was from a previous failure. On one pump, the back to back thrust bearings were installed incorrectly, which resulted in a short run to failure. All bearings were installed correctly with the proper clearances and tolerances as recommended by the bearing manufacturer.
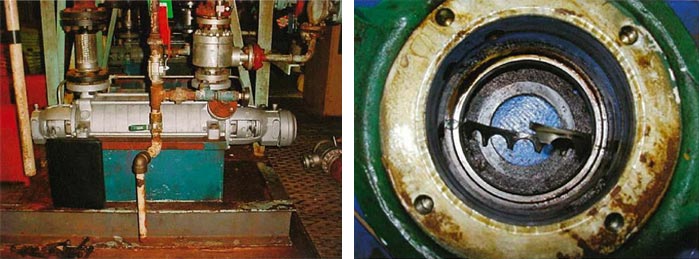
(Left) BFP Installation (Right) Bearing Cage from a previous repair
Clearances
The running clearance at the eye side of the impellers was 10 to 30 percent over design and 70 to 90 percent over on the inter-stage sleeves to the diffuser bushings. The balance drum to liner clearance was 25 percent over design. These over tolerance dimensions contributed to a significant performance reduction causing two pumps to be run instead of just one, increasing the power consumption to maintain system performance. Wear ring clearances were brought back to acceptable tolerances typical of the application and materials.
Shaft
Dimensionally, the shaft was out of tolerance. Both bearing fits were undersized, and several of the impeller and sleeve fits were fretted. The first stage impeller keyway was deformed. The run out inspection found a 0.008 in TIR as a simple bow. The pump shaft was replaced and the tolerances between the impeller bores and pump shaft was tightened up to current repair practices.

Deformed keyway on pump shaft
Impellers
Several impeller entrance and exit vane tips required restoration for proper hydraulic profile. There were excessive running clearances at the eye side wear rings. Several bores were out of tolerance and restored to proper dimensions. All mounted wear rings were skim cut to a common size, concentric with the bores.
Each impeller was individually balanced to 2W/N and then the entire rotor was balanced to 2W/N. This procedure increases MTBF due to vibration reduction.
Inter-Stage Sleeves
The inter-stage sleeves were previously metal spray coated, and the coating was deteriorating and had chipped off. The service center recommended not to coat these surfaces and instead replaced the sleeves with proper metallurgy, heat treatment hardness and clearances.
Casing Wear Rings
The register fits were dimensionally acceptable. Excessive clearances to impeller rings were observed. Chipped off coating indicated a poor coating job. Rings were replaced with proper metallurgy, heat treatment hardness differential, and clearances used in current repair practices.
Diffusers
The register fits were dimensionally acceptable. There was excessive clearance at the ID of the bushings to the inter-stage sleeves. The bushing bores were skim cut concentric to the register fits. It is important to match registers concentrically and maintain proper clearances with sleeves to reduce inter-stage leakage.
Bearing Housings and Covers
One of the thrust housing bearing bores was oversized and restored to acceptable tolerance. Other register fits were acceptable. All interior oil passages were thoroughly cleaned and the bearing housing internals were coated.
Balance Drum and Liner
Excessive running clearances between the drum and liner were restored, and a new balance drum was manufactured and sized properly for close tolerance fit to the liner. The new drum material was selected and heat treated for proper differential hardness to avoid any galling potential with the liner.
Installation Alignment
The service center reviewed the pump installation for piping strain and alignment problems that could adversely affect MTBR. Many of the pumps were shimmed to match the motors (rather than rigidly mounting the pump to the base without shims, which is preferred). Pipe strain was also an issue for this sensitive-type pump in several locations. The baseplate pump pedestals required machining for rigid mounting.
Upgrades
During the repair process; several of the units have been upgraded to improve performance and MTBR. Better materials and proper tolerancing for this particular application were engineered and included on all repairs. Bearing isolators were installed and replaced lip seals on several units since they had become a maintenance issue. Where there was a favorable cost versus benefit position, the upgrades were included as the current repair standard for all of these pumps.
Results
PVSC now experiences proper operation from these older boiler feed pumps. Not only were the proper design pressure and flow requirements met, but the units also enjoy low vibration levels, which mean an extended MTBF.
Conclusion
In certain applications, upgrades and rerates are required to meet the new and ever changing pump conditions and system performance requirements to achieve the optimal reliability of the process. In some cases, the repairs can be as simple as getting back to basics by performing comprehensive inspection, rotor centralization, checking for pipe strain, and conducting laser alignment between the motor and pump. What is most important is the necessary due diligence is performed to understand the failure mode and the appropriate corrective action is deployed and measured for constant improvement.
About the Authors
Bob Bluse is the manager of operations for Hydro East Inc., 800A Turner Industrial Way, Aston, PA 19014, Phone 610-497-7867. Scott Morisi is the operations supervisor for Passaic Valley Sewerage Commissioners, 600 Wilson Ave. Newark, NJ 07105, Phone 973-817-5954.
http://www.pump-zone.com/pumps/centrifugal-pumps/rebuilding-boiler-feed-pumps-fo…