
 Hydro’s Condition Monitoring system, Centaur, has aided many end-users in catching real-time faults in rotating machinery. In many instances, end users see the value of the system through a no-cost, on-site trial. This includes the hardware, installation support, commissioning, and monitoring starting from the date that the sensors are commissioned on-site. The purpose of the free trial is to allow a “proof-of-concept” evaluation period before a further commitment is made. Continue reading
Hydro’s Condition Monitoring system, Centaur, has aided many end-users in catching real-time faults in rotating machinery. In many instances, end users see the value of the system through a no-cost, on-site trial. This includes the hardware, installation support, commissioning, and monitoring starting from the date that the sensors are commissioned on-site. The purpose of the free trial is to allow a “proof-of-concept” evaluation period before a further commitment is made. Continue reading



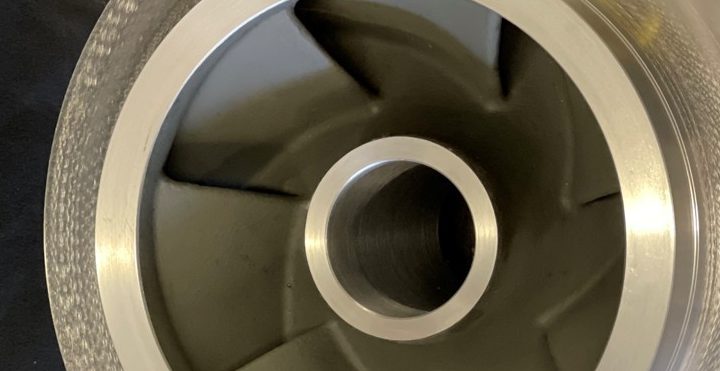


 Hydro was called on to reverse engineer a large circulating water pump in the Caribbean to supply parts for refurbishment. The lead times for receiving parts from the original equipment manufacturer (OEM) were excessive. More concerning, the suction bell provided by the OEM had failed during service. All internal ribs were lost, and the bearing holder was found loose within the assembly.
Hydro was called on to reverse engineer a large circulating water pump in the Caribbean to supply parts for refurbishment. The lead times for receiving parts from the original equipment manufacturer (OEM) were excessive. More concerning, the suction bell provided by the OEM had failed during service. All internal ribs were lost, and the bearing holder was found loose within the assembly.